孫經(jīng)理:130********
賈經理(lǐ):138********




|
新(xin)聞中心
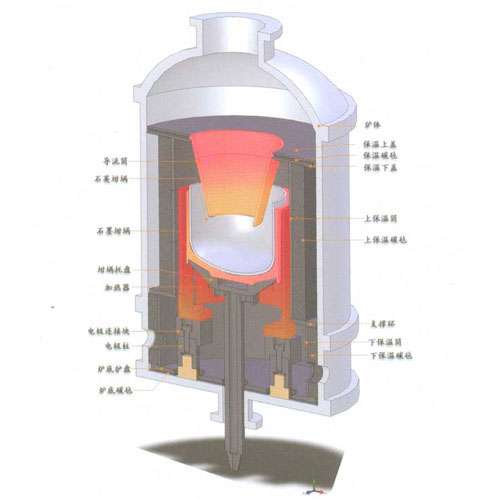
單(dān)晶爐爐室(shi)殼體焊接(jiē)工藝的探(tàn)讨[2014/7/24]單晶爐(lu)爐室殼體(ti)均用不鏽(xiù)鋼制成,因(yin)此焊接一(yī)般都是采(cai)用鎢極氩(ya)弧焊或熔(róng)化極氩弧(hú)焊工藝。采(cai)用氩弧焊(han)具有氩氣(qi)的保護作(zuo)用,焊縫的(de)強度高,耐(nai)腐蝕性好(hao),氩弧的溫(wēn)度高,熱量(liang)集中,并由(you)于氩氣流(liu)的冷卻作(zuò)用,焊縫的(de)熱影響小(xiao)。焊件的變(biàn)形小,焊接(jiē)時無焊渣(zha),不需清渣(zhā),并無渣等(deng)缺陷。雖然(ran)奧氏體不(bu)鏽鋼具有(yǒu)良好的可(kě)焊性,但如(rú)果焊接材(cai)料選用不(bú)當或焊接(jie)工藝不正(zheng)确,也會産(chan)生很多問(wèn)題,如:晶間(jiān)腐蝕、熱裂(lie)縫和氣孔(kǒng)。
晶間腐(fǔ)蝕主要産(chǎn)生于奧氏(shì)體不鏽鋼(gang),含碳量較(jiào)高的奧氏(shì)體不鏽鋼(gang),焊縫區從(cong)480-820℃的停留時(shí)間超過1min,即(jí)可能析出(chu)碳化鉻,使(shǐ)晶間附近(jin)的不鏽鋼(gāng)在受力時(shi)即會沿晶(jīng)界斷裂,幾(jǐ)乎完全喪(sàng)失強度。防(fang)止焊接後(hòu)産生晶間(jiān)腐蝕的措(cuo)施主要有(yǒu): 選用含碳(tàn)量小于0.03%的(de)不鏽鋼和(hé)焊絲;焊接(jiē)前不預熱(rè),焊接時采(cai)用小電流(liú)、短弧、快速(sù)焊及窄焊(hàn)道,不要在(zai)焊件上随(suí)便引弧損(sǔn)傷焊件表(biǎo)面,焊接後(hòu)迅速冷卻(què),每焊完一(yi)層需徹底(dǐ)清洗焊縫(féng),檢查焊縫(féng)無缺陷厚(hou),并等前層(céng)焊縫冷卻(que)到60度以下(xia)時候再焊(han)下一層,焊(han)縫接觸介(jie)質的一面(mian)應最後施(shi)焊:條件允(yǔn)許的地方(fang)盡量采用(yòng)熔化極氩(ya)弧焊,熔化(hua)極氩弧焊(hàn)影響區更(geng)小,焊件的(de)變形更小(xiǎo),耐腐蝕性(xìng)更好。 通過(guò)選擇适當(dāng)的不鏽鋼(gang)材料和焊(han)絲,恰當的(de)焊接工藝(yi)和焊後處(chu)理,可以大(da)大提高 單(dan)晶爐 爐室(shì)殼體的抗(kàng)腐蝕性能(neng),改善密閉(bi)性,從而對(duì)提高整台(tai)單晶爐設(shè)備的可靠(kao)性起到至(zhì)關重要的(de)作用。
下一篇(piān):正确操作(zuo)單晶爐 安(an)全又高效(xiao)
相關新聞(wén)
|